-40%












CRF250R Extreme Duty Head Fix BeCu Seats CrN Ti Valves Exhaust Guides
$ 421.87
- Description
- Size Guide
Description
Fastheads.com deals exclusively in motocross cylinder heads and valve train components for all brands. We machine, repair and service worn or damaged heads with the latest high tech equipment designed for high RPM multi valve heads. Old school methods of valve seat re-facing or grinding will not work on these new heads! Our primary goal is incredible reliability and reduced valve wear while maintaining stock or more power. We do this by using compatible alloys, DLC type valve coatings and precise machining for perfect valve to seat concentricity. Pick from many options including economy trail to full on race packages to meet your needs.Why buy a new head or even a valve job and end up with the same results? Your probably reading this because your bike is hard to start, lost power and needs frequent valve adjustments. This is our most popular CRF head package and is the cure
and upgrade for eliminating premature intake valve wear and solves all other problems inherent in the CRF heads.
Your head
will be returned ready to bolt on with all new valves, springs, seals, intake seats, exhaust guides, seat blending / bowl porting, professionally assembled and vacuum tested. This is the correct repair compared to installing heavy power robing Stainless intake valve kits. Spend your time riding instead of adjusting valves and kicking a hard starting bike. Retains 100% original power plus adds better flow with seat profiles and bowl porting.
This package
includes:
Milling
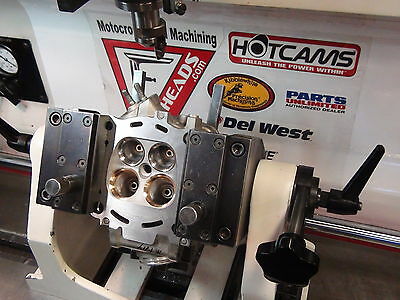
out the stock intake seats and installing new Beryllium Copper alloy Seats. These seats are 100% compatible with lightweight Titanium valves and last longer than the aftermarket stainless kits on the stock OEM seats. This package also includes replacing the exhaust guides with Bronze Manganese. Most all CRF heads we receive for repair have worn exhaust guides due to the rocking action from the rocker arm. To keep the cost down we only replace the intake seats and exhaust guides as this is usually all that the CRF heads need. Cutting the stock exhaust seat is also a must after replacing guides to maintain concentricity. The stock Stainless exhaust valves and seats wear slower than the intakes but prematurely widen and pit from corrosion. The exhaust and the intake seats are then blended / ported up to the guides as seen in the picture. This is the critical area that creates 90% of the flow obstacles in the port. You you will notice a power gain throughout the powerband. Our package insures quality by assembling with new parts and vacuum testing. We use your spring seat locators, retainers and keepers if not worn or damaged. The spring installed height and stem heights are checked and corrected. For more will will adjust your valve shims.
Actual Parts List: Beryllium Copper Intake Seats, Bronze Manganese exhaust guides, Chromium Nitride Coated Ti intake valves, Kibblewhite Black Diamond exhaust valves, OEM springs, Viton guide seals.
Simple Labor List: Tear down, soda blast and inspect head. Machine out intake seats and install BeCu seats. Install exhaust guides and ream to size. Cut all seat faces. Blend / Port from seat to guides. Assemble new valves and check stem height and final vacuum inpection. Adjust valves shims if requested.
The problem and solution:
The intake valves wear out prematurely in the CRF's because the seat material is not compatable with the OEM Titanium valves. The stock iron powder seats are abrasive, micro weld and have poor heat transfer properties and tend to corrode much faster than Beryllium Copper seats. Once the shim size is reduced more than 2 sizes the thin protective coating on the valve is diminished and wear accelerates at a much faster pace. If the valve is not replace immediately it rounds out the seats. If new valves are installed on the rounded seats they will wear out even faster than original. The original fix was to replace the valves with the 40% heavier Stainless Steel which are compatable with the stock seat material. Unfortunitly heavier springs are needed to control the stainless valves. It reduced the time between adjustments but also reduced the power by up to 2hp and reved slower and put a strain on the other parts of the valve train including the stock seats. OK for trail riding but not the ideal setup for racing at higher RPM. Honda and all the other motocross manufacturers use Titanium for this reason. Honda's CRF Unicam is a great design utilizing less space and weight but does have one shortcoming. The exhaust uses a rocker arm that puts a slight lateral rocking action on the exhaust valve stem which requires a stronger valve stem. This is the only reason they use steel exhaust valves. Unfortuetly this rocking action wears out the exhaust guides extremely fast making it near impossible to cut a concentric seat face. The exhaust valves don't seem to loose their adjustment but do corrode and pit requiring the seat face to be cut. We use Stainless Steel race valves with a super slick Nitride coating and the Bronze Manganese guides with tighter tolerances that cool and self lubricating which slows the wear process. The stock exhaust seats are more compatable with steel and stainless steel so we don't replace them unless they have been cut to deep or have decaying on the OD.
OUR GUARANTEE
you will get our general head service
free
with this package for life, if it ever needs it! (orginal customer only)
Call prior to purchase
435-668-7776.
Download Work Order /
at Fastheads web site
We can also supply all your top end needs including gaskets, pistons, cams etc.
CRF Motocross valve trains come with Ti intake valves for a reason! They are race engines and they loose 2 to 3 hp and rev slower with Stainless valve setups.
If you have decided to go with steel valves and heavier springs for wearability and lower cost (which we sell in our ebay store) you will loose more power than you can gain back from porting or cams. If you what to maintain maximum power, RPM and acceleration you have to use Titanium valves as originally designed. Especially on 250cc machines. Honda only use SS exhaust valves due to the extra strength needed from the rocking action of the rocker arm. We use Ti valves and lighter springs on the exhaust for full race needs but they are expensive and need replacing more often.
For 99 you can have the above installed into a new head. If you want to send in your complete head with cams, lifters, rockers etc we will adjust your valve shims for another . A complete port and polish job is another 5.00 when done in conjunction with this package.
Send your heads and engines to:
Fastheads 1141 E 540 N #6, Saint George, UT 84770
If we find any other problems in your head we will estimate and give you a call. This package is the same price for CRF250R, CRF450R, CRF250X and CRF450X.
Please note: Modern valve faces can not be cut due to the hard facing. For this reason we only assemble with new valves. We offer a wide variety of valves in stainless or titanium, OEM and Manganese guides, guide seals, gaskets, and valve seats, pistons and cams to match your needs. If you want an endurance or the Ultimate race head we can build it. Dealers and race teams are welcome.
We use the new race developed and proven Rottler SG7 seat and guide machine specially designed for accuracy and tooled for the power sports industry.
With the economy in shambles, hanging on to your current machine and keeping it in prime condition is the new standard. We can keep you running and updated!
Please check out our ebay store for motorcycle tools, rebuild kits and rebuilding services.
We operate one of the largest mail order style service for complete engine, transmission and head work for off road race bikes. It's our specialty so we can save you money and headaches. See us at the WORCS races and other events around the west. Brent Kirk has raced and has been involved with the technical aspects of engine building for the last 39 Years. His sons race on CRF 250's.
Motocross 4-stroke Head Basics 101:
In this report we talk about the history, associated problems, why old school machining methods don’t work and race head machining technology.
A four stroke head that could run at high RPM was the key in building a motor that was more tractable and had a broader power range than the earlier 2-stoke motors.
The push from 2-strokes to 4-strokes came mostly from a clean air mandate although new 4-stroke technology from F1 road racing research was proving this type of power was extremely suitable for motocross.
From our experience the years 2000 to 2007 were the experimental and problematic design years for most motocross manufacturers.
The main problem being expensive valve failures and premature valve wear.
The expensive failures almost ruined the sport and many reverted back to 2-strokes to make racing affordable.
There’s a huge maintenance oriented learning curve that the riders and mechanics were not ready for.
For instance, most mechanics didn’t know that you can’t lap in a Titanium valve with grinding compound or it will remove its hard coating.
By 2008 most manufacturers had come up with a pretty good cure for premature valve wear and problems associated with Titanium valves and valve seats by using more compatible valve coatings and alloy seat materials along with better spring rates.
Many fixes were developed by the aftermarket companies.
The cheaper fixes used stainless valves and heavier springs kits at the expense of power and ultimately created even more head damage especially when installed on worn non-concentric seats with worn guides etc.
A lot of expensive cures were developed for racing like Chromium Nitride coated Ti valves and more compatible Beryllium Copper seats.
If you wanted to be competitive you picked the expensive.
We also found out these motors could not be neglected when it came to valve adjustments, air filtering and crucial parts needed to be replaced before they failed.
Even seasoned shop mechanics had to learn the idiosyncrasies and meticulous disciplines when rebuilding these motors.
For instance, old school methods of seat resurfacing, which most automotive and motorcycle shops use, could not maintain the tight concentricity tolerances required in these new heads.
The result is broken valves, even faster valve wear, low compression at kicking speeds making the bike near impossible to start and ridiculous tuning problems.
There are currently only a few race shops that have the specialized equipment to cut concentric seats with small diameter guides and pilots.
In extreme conditions a valve can wear beyond its specs in as little as thirty hours.
A good indication of valve and seat wear is reduction in shim size.
When you have to reduce the shim by .006” / .015mm it is time to replace the valve, before it damages the seat.
Not when it’s down to the smallest available shim size like we see all too often.
Shims come in .001” and more often aftermarket .002”.
If you let the clearance zero out or a have negative clearance, valve and seat damage has occurred.
At this point the bike will become very hard to start due to low compression and the head will need to be re-machined.
On most Ti valves there is a hard surface coating a few microns thick, once this has worn off you get into the softer titanium and the wear progressively increases as a faster pace.
Note:
most service manuals, even for current year bikes mention old school valve seat resurfacing practices that have been passed down without proven field testing.
For instance Yamaha suggests lapping in a Ti valve which will definitely ruin the hard coating.
CURRENT STYLE HIGH RPM MOTOCROSS HEADS REQUIRE NEW MACHINING TECHNIQUES.
OLD SCHOOL METHODS DO NOT WORK.
WORN VALVE SEAT FACES HAVE TO BE PERFECTLY MACHINED WITHIN TENTHS OF A THOUSANTH IN ORDER MAINTAIN PERFORMANCE, EASE OF STARTING, REDUCE VALVE WEAR AND VALVE BREAKAGE.
This is everything you need know in order to grasp the concept of how and why valve seat concentricity is extremely critical.
Specialized machining techniques have been developed in order to cut concentric seats in heads that use very small valve stem diameters which require very small pilots that are more prone to flex.
All valve seats are cut by installing a pilot post in the guide in which a cutting tool centers and revolves around.
The seat has to be accurately cut horizontal and vertical to the centerline of the valve guide.
Concentricity is how perfect this measurement is.
Poor concentricity will let one side of the valve land on the high side of the seat face first.
Depending on the severity of the seat face offset the valve may always be open on the low side or may flex or slide to center from the force of the valve spring.
Guides wear oval front to back and may let the pilot move in the same pattern which can also create poor concentricity along the seat radius.
Imagine now, how non-concentric seats can affect the ability for the valve to seal under pressure, how it increases valve wear, how it decreases the ability for the valve to transfer heat to the seat and how the valve stem being flexed every time the valve closes can create it to break.
The following is a description on why it is nearly impossible to maintain concentricity using old machining methods on newer race heads.
1.
Valve stems and the guides are much smaller in diameter.
They have gone from 7-8mm to 4-5.5mm.
The smaller pilot shaft needed to fit in the guide decreases its ability to withstand flex thus allowing the cutter to follow the old seat face.
2.
The distance from the top of the guide to the seat face has increased due to a much larger port which allows the pilot to flex even more.
3.
Some race seat face profiles require the cutter to cut more surface at one time along its cutting edge which creates more force against the pilot more.
4.
Valve guides that are worn or damage have to be replace before cutting the seats.
Guides wear in an oval hour glass shape and won’t hold the pilot from moving in an in the same pattern.
Whenever a guide is replaced its center line changes slightly.
Seats have to be re-cut to be concentric with the new center line.
Modern machining equipment has been created to overcome the pilot flex problems.
Most early four strokes were low rpm utility engines and had large enough pilot to enable the use of hand operated cutters and grinders with some degree of accuracy.
They would run and start even if the concentricity was off compared to the tolerances required in race motors.
Most motorcycle shops cut valve seats using these hand tools such as a “Neway cutter” and grinding stones.
When they tried using these methods on heads with small pilots and not realizing the need for perfect concentricity their work immediately started to fail.
Except for race technicians most mechanics don’t even know what a seat concentricity gauge looks like.
One major cure was to use stiffer pilots made of carbide instead of tool steel to reduce flex.
This still didn’t give us the needed concentricity requirements with hand operated cutting tools.
The only way to make concentric cuts with small pilots is to support the pilot from the top and guide side.
This requires the purchase of a ,000 or more air float seat and guide machine.
Very few shops can justify the expense in purchasing this type of equipment and most mechanics if they are educated on the importance of concentric seats will send them to a professional race machine shop.
A human hair is two thousandths thick .002”, good concentricity is a quarter of that .0005”
On Apr-05-08 at 17:49:47 PDT, seller added the following information:
After purchasing, pay instantly with your credit card through PayPal!
Froo www.froo.com | Froo Cross Sell, Free Cross Sell, Cross promote, eBay Marketing, eBay listing Apps, eBay Apps, eBay Application